
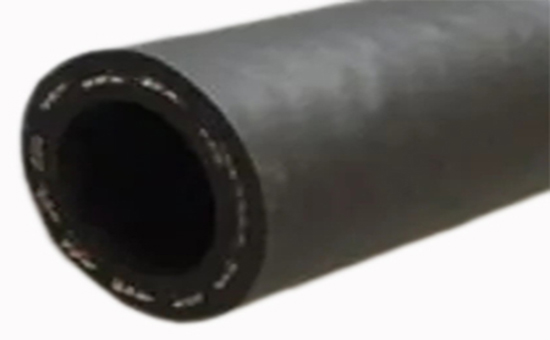
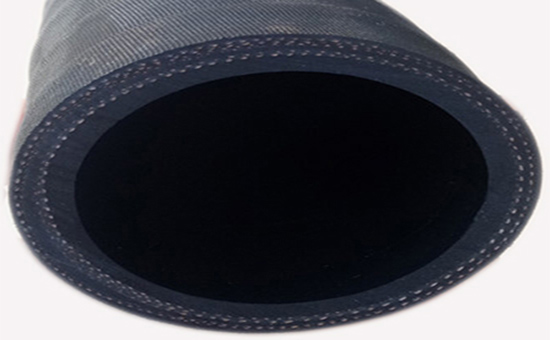
橡膠管以橡膠為主體材料加工而成,可用于輸送各種氣體、氣體、黏流體、固體顆粒等,在工農業、交通、能源等領域均有廣泛應用;再生膠作為天然橡膠、各類合成橡膠的低價替換原料,可用于各類膠管生產中,有效降低原料成本。雨季使用再生膠生產橡膠管時,容易出現起泡脫層問題,這是為何?如何才能有效消除再生膠膠管起泡脫層的現象?小編今天從內部因素和外界因素兩個方面與您詳細討論這個問題。
1.內因:控制含水率 雨季再生膠膠管不易起泡脫層
雨季空氣相對濕度超過70%以上,再生膠膠管生產過程中容易出現起泡脫層的問題,需要嚴格控制含水率,具體做到以下幾點:

(1)對帆布進行烘干,使帆布的含水率降到1.5%以下。
(2)烘干墊布:雨季墊布的含水率控制在7%左右,使用墊布會使擦膠帆布吸潮很快,擦膠帆布含水率達5%左右;因此墊布需要進行烘干,并盡量做到當班壓延當班用,當班裁斷當班用。
(3)擦膠布送烘膠房。
雨季再生膠膠管生產過程中需要嚴格控制各種配合劑的含水率,嚴格控制紡織物的含水率,嚴格執行工藝,有效避免雨季膠管發生起泡脫層現象。
2.外因:控制工藝條件 雨季再生膠膠管不易起泡脫層
(1)硫化點
再生膠膠管生產過程中,布層間脫層與擦膠的硫化點慢關系很大。如果附加有布折、毛邊、油污、粉塵等更容易脫層。再生膠膠管硫化過程中,內、外、擦膠層受熱2ELYY41情況不同,需要正確搭配硫化速度,形成同步硫化,使各部件間能夠良好的結合;否則在硫化速度不同的界面上很容易發生起泡脫層。
在實際生產中,再生膠膠管擦膠初硫點在4-4.5min、正硫化點在10-15min為宜,內膠初硫點在4.5-5.5min、正硫化點在13-18min為宜,外膠初硫點在5.5-6.5min、正硫化點在18-23min為宜。
(2)硫化罐內氣壓和溫度保持一致
再生膠膠管硫化過程中,硫化罐內氣壓差異較大,造成局部低壓區,膠管體內的蒸汽就會在低壓低溫區段的薄弱環節聚集、造成起泡脫層。硫化時尤其是硫化前期如有降壓,會使管體內外壓的平衡受到破壞,造成起泡脫層的問題。因此再生膠膠管在硫化過程中,蒸汽壓力一定要保持穩定,不能降低,只放水不放汽。再生膠膠管硫化到正點以后,為防止蒸汽壓力急劇撤銷造成起泡脫層的擴大,在硫化到正點時應采取冷風包壓,罐內噴淋冷水強化冷卻。
使用再生膠生產高性價比膠管時,一定要確保布層平整、無露白、不布折、無毛邊或硬邊、無膠疙瘩、無粉塵油污,成型時無未揮發干的汽油,內膠筒表面沒有小水珠,成型時充氣大小適宜,貼合壓力均勻一致,半成品加工過程中管體無變形,等等,即使是雨季,膠管起泡脫層現象也不容易產生;否則,在空氣濕度不高的季節,也難以杜絕起泡脫層問題。
獨家原創文章【商業授權】無書面授權禁止任何形式轉載,摘抄、節選。關注鴻運橡膠:學習再生橡膠生產橡膠制品的工藝配方和原料的技術,幫您降低成本增加利潤。